Technologie de production de raccords de tuyauterie en fonte - moulage au sable
1.Sable introduction au casting.
Le moulage au sable est utilisé pour fabriquer des pièces de grandes dimensions. Le métal en fusion est coulé dans une cavité de moule en sable. Cette cavité est formée à l'aide d'un modèle, généralement en bois, parfois en métal. La cavité est contenue dans un agrégat logé dans un boîtier appelé « châssis ». Le noyau est une forme en sable insérée dans le moule pour réaliser les caractéristiques internes de la pièce, telles que les trous ou les passages internes. Les noyaux sont placés dans la cavité pour former des trous aux formes souhaitées.
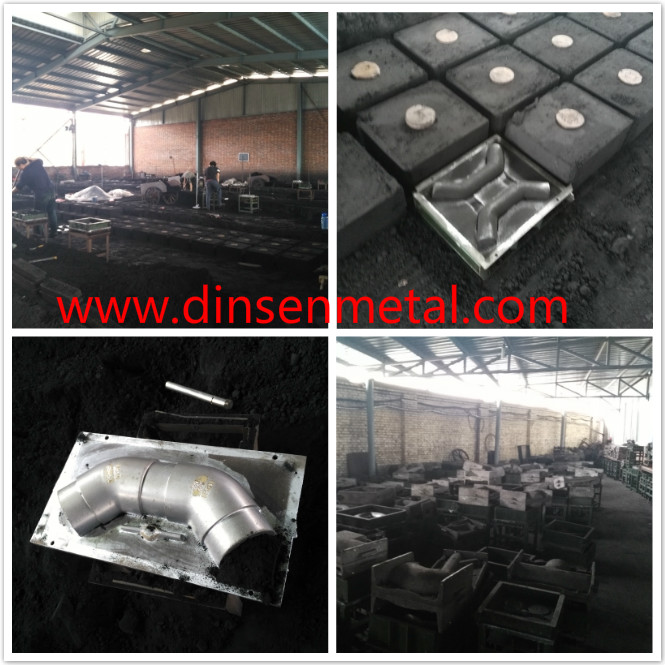
2. Procédé de moulage au sable :
Dans un moule en deux parties, typique du moulage au sable, la partie supérieure, comprenant le modèle, le moufle et le noyau, est appelée « chape », et la partie inférieure « tirée ». Le plan de joint, ou surface de joint, est la ligne ou la surface qui sépare la partie supérieure et la partie inférieure. La partie inférieure est d'abord partiellement remplie de sable, puis l'empreinte du noyau, les noyaux et le système d'injection sont placés près du plan de joint. La partie supérieure est ensuite assemblée au médicament, et le sable est versé sur la moitié de la partie supérieure, recouvrant le modèle, le noyau et le système d'injection. Le sable est compacté par vibration et par des moyens mécaniques. Ensuite, la partie supérieure est retirée du médicament et le modèle est soigneusement retiré. L'objectif est de retirer le modèle sans endommager la cavité du moule. Ceci est facilité par la conception d'une dépouille, un léger décalage angulaire entre les surfaces verticales du modèle et les surfaces verticales.
3. Avantages des raccords de tuyauterie en fonte utilisant du sable vert argileux
Sable vert argileux : sable contenant de l'argile et une quantité adéquate d'eau comme liant principal, fabriqué directement après le moulage et coulé à l'état humide. Le moulage au sable vert est un procédé ancien et largement utilisé. Ses avantages sont les suivants :
- Les matières premières sont des sources bon marché et abondantes.
- Sable modèle sans séchage, cycle de production court et haute efficacité, il est donc plus facile de réaliser une production de masse.
- Dans le vieux sable, la bentonite non expansée mélangée à de l'eau est capable de restaurer la résistance, le bon recyclage du vieux sable et la réutilisation à faible investissement.
- Après une utilisation à long terme, nous avons développé une gamme d'équipements de moulage.
- La précision dimensionnelle des pièces moulées produites à partir de sable vert argileux est comparable à celle des pièces moulées à la cire perdue.
Grâce à ces avantages, le procédé de moulage au sable vert argileux est largement utilisé dans les petites pièces moulées, notamment pour les automobiles, les moteurs, les métiers à tisser et autres pièces en fonte produites en série, et occupe une place de choix dans la production. Cependant, lors du moulage au sable vert argileux, l'évaporation et le transport de l'eau à la surface du sable rendent la pièce sujette aux soufflures, aux trous de sable, aux gonflements, au sable collant et à d'autres défauts.
Date de publication : 26 juin 2017







